1、正确辨认液晶屏的插装方向后按要求装入规定位置,先将液晶屏定位后再从PCB反面采用拖焊或点焊方式给剩余引脚加锡固定9电池的焊接 正确辨认电池极性后按PCB丝印所示极性装入规定位置,加锡应适量,应注意焊锡过多漏到电池上,导致电池极性短路,造成电池损坏10变压器的焊接 按图将变压器安装入规。
2、没有正负极,变压器贴片的焊接线是不分正负极的,常见的变压器贴片的焊接线有陶瓷电容铝电解电容钽电容,铝电解电容和钽电容是分正负极的,两个引脚不能焊错,否则电容可能会爆掉铝电解电容贴片铝电。
3、1首先,用电烙铁拆多脚元件最好是可调温度的刀头电洛铁,然后用好一点的焊锡2其次如果是贴片的多脚元件,如贴片集成块,可以先加焊锡重新焊一遍,然后用镊子轻轻翘着3最后用电洛铁快速滑两边的腿,边滑边翘,就可以焊上。
4、可以,注意电气距离,不要焊在和油及密封圈接触的地方速度要快,时间要短,可分几次焊 如果没有注油,焊接更危险,有可能会爆炸,要么你抽真空,要么注氮气 其实你可以找一个加强筋焊接就行了,因为母线支架不是很重。
")
5、这是一个最简单的整流滤波电路焊接时注意元器件的正负极,用20W的内热式电烙铁,焊接时间要快,焊接前把元器件引脚上锡你没说具体,就没给出元器件的具体型号,满意请及时采纳下图是原理图。
6、1在诸多引脚的一边,有一个脚上边有个小孔该孔代表着此处的引脚为第一个引脚如果给引脚排序的话,那就是“引脚1”一般的PCB板在进行封装时,会预留一个缺口,缺口处与圆孔处均为正方在焊接或维修IC芯片的时候,要注意识别圆孔或缺口2带有极性的电容同样具有方向,而电容引脚只有两个。
7、控制初级线圈好1焊接效果变压器通过控制初级线圈的电流,可以更好地控制焊接时间和焊接强度,从而获得更好的焊接效果,而次级线圈的电流是由初级线圈通过变压器转换而来的,因此无法精确控制焊接时间和焊接强度,导致焊接效果较差2操作方面控制初级线圈的电流比控制次级线圈的电流更简单,更容易掌握。
8、不会只是20kVA变压器壳比较薄,焊工要有经验,别焊漏了就行电气方面低压侧380220V不直接接触就不会触电10kV高压侧,距离变压器高压套管及高压线大于40cm可目测,但带电时不能拿尺子量就不会有触电危险不停电作业千万注意不能小于该距离!你想要把外壳与支架焊一起,在较低位置作业一般距离。
9、DXT126A变压器助焊剂,焊接先是固定好所有原件,然后在焊接起抗氧化作用,好二次在焊接产品,焊接应该注意焊接角度32。
10、动圈芯式弧焊变压器,用 BX3额定焊接电流安培数字 标示先 粗调,一档小电流,二档大电流中间空档不可用于焊接再细调 摇动手柄,改变一次线圈与二次线圈的位置 改变焊接电流大小顺时针减小焊接电流,逆时针摇动加大焊接电流与BX1系列动铁芯弧焊机 改变电流大小摇动手柄方向正好相反具体的焊接参数。
11、调整好电焊机电流碳精表面平整无点接触现象绕组用石棉布挡好,焊接点导线剥开一段绝缘,并用湿石棉布包好焊接前将多股软铜线用细铜线绑扎端头并打扁引线焊缝内均匀填满焊料焊接及焊完冷却过程中,碳精夹子不能松动,由专人掌握电源开关,不可使引线热到白热耀眼的程度,不能使引出线表面。
")
12、变压器外铜箔不需要首尾焊接变压器的屏蔽层可以用锡箔铜箔漆包线等,但绝不能首尾相连,这样就短路了,如果短路了,通电后变压器很快就会因发热而烧毁所以变压器外铜箔不需要首尾焊接。
13、在高度受限时,元器件引线垂直插入电路板插孔后,壳体水平弯折适合部分质量较大的元器件,需绑扎或胶粘以增强稳固性7 集成电路的安装引线数目多的集成电路,成型后直接插入电路板插孔,注意引脚端排列方向与电路一致,逐个焊接,防止歪斜扭曲漏插8 开关电位器插座的安装常安装在控制。
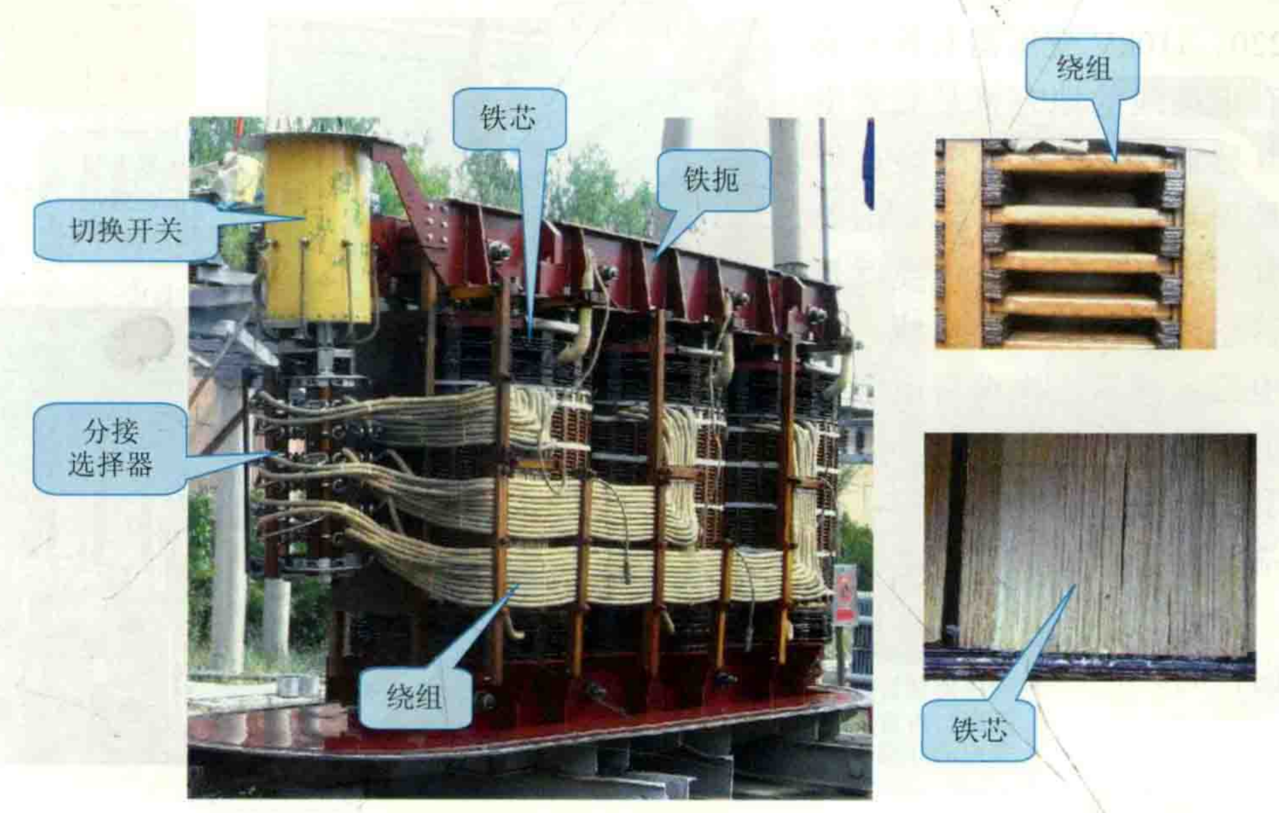
14、可以变压器与基础可以焊接变压器Transformer是利用电磁感应的原理来改变交流电压的装置,主要构件是初级线圈次级线圈和铁芯磁芯。
15、2 集成电路的优雅对接确认方向和引脚顺序,如同指挥家指挥交响乐,先焊插座,再轻轻放入集成块3 变压器电容磁棒的稳固之法大小适中,安装方法如同建筑师的结构设计,磁棒先插孔再固定,确保稳固安全与细节的关怀焊接过程中,元器件方向一致性至关重要,剪断引线应在焊接之后,握烙铁的方法有。
转载请注明:玄武区聚富迈设计服务中心 » 变压器厂家 » 元器件变压器的焊接方向(焊接变压器附件,应 运至安全地点)
版权声明
本文仅代表作者观点,不代表B5编程立场。
本文系作者授权发表,未经许可,不得转载。