变压器里面的焊接一般是紫铜的焊接或者紫铜与铝焊接 一如果是紫铜的焊接那么选择的方式比较多 1火焰焊接可以用磷铜VOD202B的焊料焊接,不需要涂抹焊粉焊膏焊接即可 2氩弧焊焊接的话,可以选用VOD204的紫铜氩弧焊丝,直流氩弧焊焊接即可 二如果是紫铜与铝线的异种焊接的话,常用的是火焰钎焊 1。
特别值得一提的是,电阻焊变压器在处理镀锌板和普通多层板的焊接时,其焊接质量明显优于传统工频焊机这得益于其精准的电流控制和独特的焊接技术,能够保证在各种材料上都能获得高质量的焊接连接,减少了焊接缺陷和不良影响总的来说,电阻焊变压器凭借其高效精确和广泛的适用性,是现代焊接工艺中不可。
")
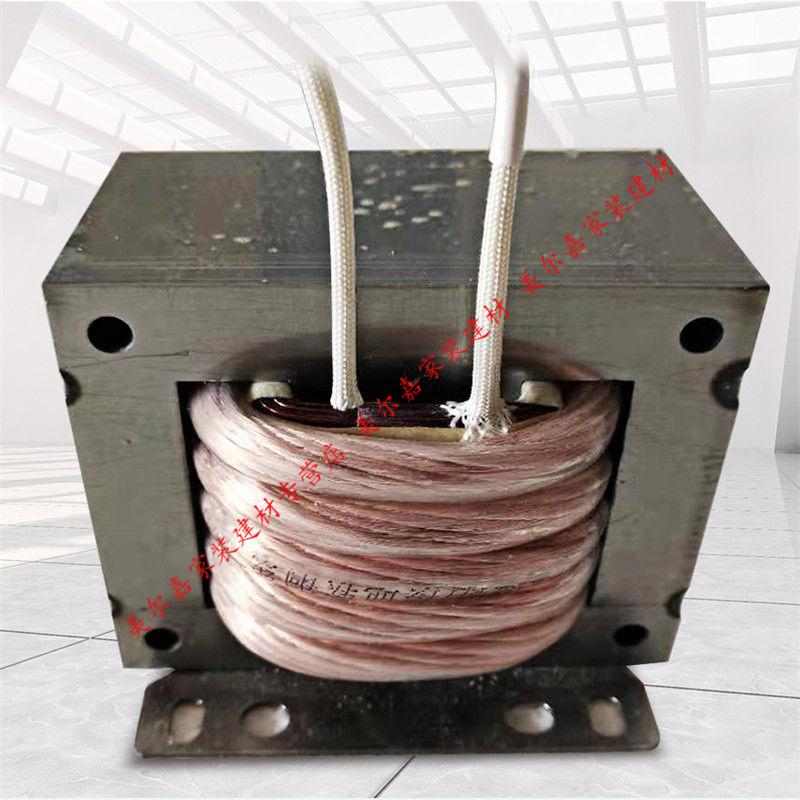
普通变压器是不能的电焊变压器是一种具有陡峭外特性的特殊降压变压器也叫漏感变压器但它的性能与普通变压器差别很大电焊变压器的特点是,焊接前,二次绕组要有足够的引弧电压60~75 V,焊接时,随焊接电流的增大,二次电压又能迅速下降,即使二次侧短路如焊条碰到工件时,二次侧电压为零。
为了满足大小不同厚度不同的焊件对焊接电流的要求,可调节电抗器活动铁心的位置,即改变电抗器磁路中的空气隙,使电抗随之改变,以调节焊接电流实际上的弧焊变压器常采用增强漏磁式它与普通变压器不同,其副绕组分成两部分其中一部分有中间抽头4,3与4连接是大电流,3与2连接是小电流中间的活。
控制初级线圈好1焊接效果变压器通过控制初级线圈的电流,可以更好地控制焊接时间和焊接强度,从而获得更好的焊接效果,而次级线圈的电流是由初级线圈通过变压器转换而来的,因此无法精确控制焊接时间和焊接强度,导致焊接效果较差2操作方面控制初级线圈的电流比控制次级线圈的电流更简单,更容易掌握。
")
一般需要绕制到10v到14v这样整流之后会焊接出标准焊点一些简易的铁零件焊接也可以不做整流做好变压器可以试试,试验方法用一块厚一些的铜板和次级的一根线连接好,另外一根线用钢丝钳加紧用次级线缠绕紧密的一根从氩弧焊商店购买的钨极棒,让钨极仅仅露出3到5毫米手持钢丝钳加紧的钨极紧紧压。
转载请注明:玄武区聚富迈设计服务中心 » 变压器技术 » 变压器焊接技术培训课件(变压器焊接技术培训课件ppt)
版权声明
本文仅代表作者观点,不代表B5编程立场。
本文系作者授权发表,未经许可,不得转载。